
Характеризація специфічної термічно обробленої системи ротаційних інструментів ProTaper Ultimate
Машинний переклад
Оригінальна стаття написана мовою EN (посилання для прочитання) .
Анотація
Мета: Порівняти дизайн, металургію та механічні характеристики системи ProTaper (PT) Ultimate з інструментами подібних розмірів з систем ProGlider, PT Gold та PT Universal.
Методологія: Нові інструменти PT Ultimate (n = 248) були порівняні з інструментами подібних розмірів з ProGlider (n = 31), PT Gold (n = 155) та PT Universal (n = 155) щодо їх кількості спіралей, гелікальних кутів, симетрії лез, геометрії кінчиків, обробки поверхні, співвідношення нікель/титан, температури фазових перетворень та механічних характеристик. Для статистичного порівняння використовувалися односторонній аналіз варіацій (anova) та непараметричні тести медіани Муда (α = 5%).
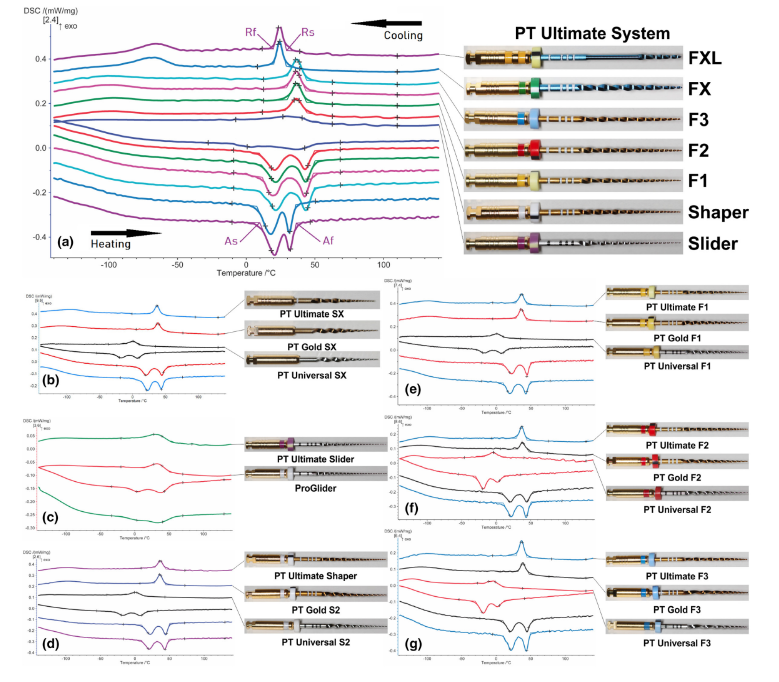
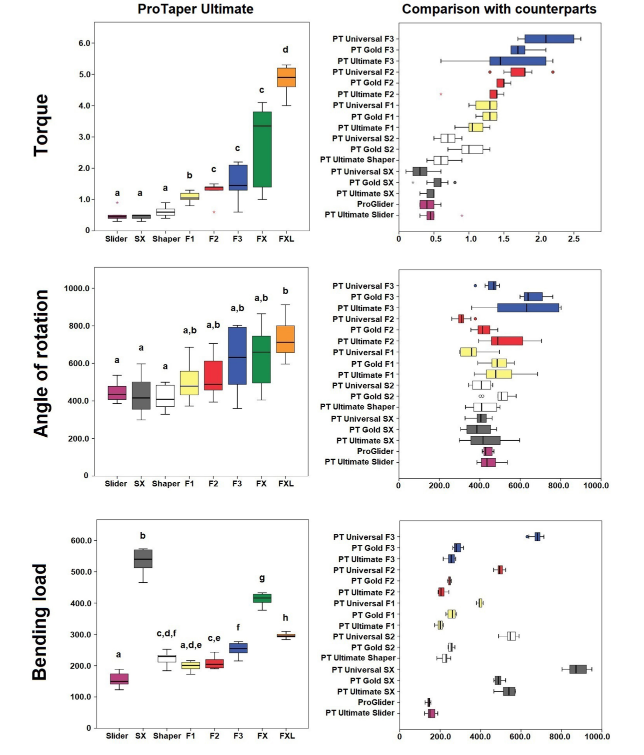
Результати: Усі інструменти мали симетричні леза без радіальних земель або плоских сторін, подібну обробку поверхні та майже еквівалентне співвідношення нікель/титан, тоді як кількість спіралей, гелікальні кути та геометрія кінчиків були різними. Інструменти PT Ultimate показали 3 різні термічні обробки, які відповідали кольору їх металевого дроту. Інструменти Slider та ProGlider мали подібні температури початку R-фази (Rs) та закінчення R-фази (Rf). Інструменти SX, F1, F2, F3 та Shaper показали еквівалентні термічні обробки (Rs ~45.6°C та Rf ~28.3°C), які були подібні до їхніх аналогів PT Gold (Rs ~47.9°C та Rf ~28.2°C), але повністю відрізнялися від PT Universal (Rs ~16.2°C та Rf ~−18.2°C). Серед інструментів PT Ultimate найнижчі максимальні моменти спостерігалися у SX (0.44 N cm), Slider (0.45 N cm) та Shaper (0.60 N cm), тоді як найвищий був зафіксований у FXL (4.90 N cm). PT Ultimate Slider та ProGlider мали подібні крутильні (~0.40 N cm) та вигинальні навантаження (~145.0 gf) (p = 1.000), тоді як інші інструменти PT Ultimate показали статистично значно нижчий максимальний момент, вищий кут обертання та нижче вигинальне навантаження (вища гнучкість) у порівнянні з їх аналогами систем PT Universal та PT Gold.
Висновки: Система PT Ultimate складається з інструментів з 3 різними термічними обробками, які показали подібні температури фазових перетворень до їх термічно оброблених аналогів. Інструменти PT Ultimate продемонстрували нижчу крутильну міцність і вищу гнучкість, ніж їх аналоги, в той час як максимальний крутний момент, кут обертання та навантаження на вигин поступово збільшувалися з їх розмірами.
Вступ
Інструменти з нікель-титану (NiTi) широко використовуються для механічного розширення системи кореневих каналів. Протягом кількох років у ці інструменти були внесені послідовні покращення, включаючи різні термічні обробки, що використовуються під час виробничого процесу (Rubio et al., 2022; Zupanc et al., 2018). Ці зміни можуть призвести до різних кристалографічних структур сплаву NiTi при певних температурах, що в кінцевому підсумку вплине на механічну поведінку цих інструментів (Martins et al., 2022).
Декілька прикладів термічно оброблених сплавів - це M-wire (Dentsply Tulsa Dental), який включає термічну обробку перед виробництвом сплаву, та Gold і Blue термічно оброблені дроти (Dentsply Tulsa Dental), які отримують термічну обробку після шліфування (Zupanc et al., 2018). Згідно з Gao et al. (2012), очікуються різні механічні поведінки при використанні інструментів подібних розмірів, виготовлених з аустенітного NiTi, M-wire або Blue термічно оброблених сплавів. У таких випадках інструменти M-wire, як правило, мають вищі максимальні крутні моменти, тоді як Blue термічно оброблені дроти демонструють нижчу опірність вигину (висока гнучкість) і вищу циклічну міцність на втомлення та ступінь обертання під крутильним навантаженням (De-Deus et al., 2017; Duke et al., 2015). Аналогічно, інструменти Gold термічно оброблені зазвичай демонструють вищу циклічну міцність на втомлення та гнучкість, але нижчу крутильну міцність у порівнянні з традиційними (аустенітними) інструментами з NiTi подібних розмірів (Elnaghy & Elsaka, 2016; Plotino et al., 2017). Ці покращення можна вважати важливими в клінічних умовах, оскільки вони можуть продовжити термін служби інструментів, одночасно зберігаючи оригінальний шлях основного кореневого каналу (Zupanc et al., 2018). Крім того, розробка інструментів з різними характеристиками надає клініцистам можливість вибрати найбільш підходящий для конкретної морфології кореня або каналу.
Ротаційні інструменти NiTi з родини ProTaper (PT) є, напевно, найвідомішими та найтривалішими системами, які наразі доступні на ринку. У 2001 році, коли була запущена перша генерація цієї системи, інструменти виготовлялися з традиційного сплаву NiTi з інноваційним дизайном, що використовує кілька відсоткових конусів, які збільшуються або зменшуються на одному файлі (Ruddle, 2005). Ця система спочатку складалася з 3 формуючих (SX [19/.04v], S1 [18/.02v] і S2 [20/.04v]) та 3 фінішних (F1 [20/.07v], F2 [25/.08v] і F3 [30/.09v]) інструментів з гострими ріжучими краями та без радіальних площин. Пізніше до цього набору були додані 2 більші фінішні інструменти (F4 [40/.06v] і F5 [50/.05v]), і система змінила свою назву на PT Universal (Dentsply Maillefer). Наступна генерація була запущена в 2013 році, PT Next (Dentsply Sirona Endodontics), і складалася з 5 інструментів (розміри 17/.04v, 25/.06v, 30/.07v, 40/.06v і 50/.06v), виготовлених з M-wire і спроектованих з відхиленим дизайном для покращення гнучкості та мінімізації взаємодії між інструментом і дентином (Ruddle et al., 2013). Використовуючи переваги технологічного прогресу в металургії, система PT Universal еволюціонувала в PT Gold (Dentsply Sirona Endodontics) у 2014 році, систему, в якій інструменти мають ті ж геометрії, але сплав термомеханічно оброблений (Gold Wire), що призводить до покращення гнучкості та стійкості до циклічної втоми (Elnaghy & Elsaka, 2016). У тому ж році був також представлений ProGlider (16/.02v) (Dentsply Sirona Endodontics), допоміжний ротаційний інструмент, який використовує технологію M-Wire, для механічної підготовки глід-паті (Ruddle et al., 2014).
Новий ротаційний системи PT Ultimate (Dentsply Sirona Endodontics) є останнім поколінням сім'ї PT і є однією з перших систем, яка використовує відмінні кристалографічні структури, індуковані специфічною технологією термічної обробки, для виробництва набору інструментів з різними механічними властивостями, з метою забезпечення балансу між гнучкістю та міцністю. Згідно з виробником, 8 інструментів, які складають цю систему (Slider [16/.02v], SX [20/.03v], Shaper [20/.04v], F1 [20/.07v], F2 [25/.08v], F3 [30/.09v], FX [35/.12v] та FXL [50/.10v]) виготовляються з використанням 3 різних термічно оброблених сплавів: M-wire (Slider), Gold-wire (SX, Shaper, F1, F2, F3) та Blue heat-treated wire (FX та FXL) (Dentsply Sirona, 2022). Враховуючи брак знань щодо цієї системи, було проведено багатостороннє дослідження для порівняння дизайну, металургійних характеристик та механічних показників системи PT Ultimate з інструментами аналогічних розмірів з систем ProGlider, PT Gold та PT Universal. Нульова гіпотеза, яка підлягала перевірці, полягала в тому, що не буде різниці в механічній поведінці між цими різними інструментами.
Матеріали та методи
Вибір зразків
Усього було обрано 248 нових випадкових NiTi ротаційних інструментів з нової серії PT Ultimate (31 інструмент кожного розміру – Slider, SX, Shaper, F1, F2, F3, FX, FXL – розподілених між дизайном, металургійними та механічними оцінками), які були порівняні за їхнім дизайном, металургійними характеристиками та механічною поведінкою з подібними інструментами систем ProGlider (n = 31), PT Gold (n = 155; 31 інструмент кожного розміру – SX, S2, F1, F2, F3) та PT Universal (n = 155; 31 інструмент кожного розміру – SX, S2, F1, F2, F3) після попередньої перевірки на наявність значних деформацій (таких як розкручування або значні перерви леза), які б виключили їх з дослідження. Усі інструменти мали довжину 25 мм, за винятком SX (19 мм). Значних деформацій не було виявлено під операційним мікроскопом (×13.6) (OPMI Pico; Carl Zeiss Surgical) у жодному інструменті, тому жоден з них не був виключений.
Дизайн
Мікроскопічна оцінка дизайну проводилася при збільшенні ×13.6 (OPMI Pico) на 6 інструментах кожного розміру з усіх протестованих систем, у яких було визначено кількість лез та середні спіральні кути з 6 найбільш корональних спіралей (Image J v1.50e; Лабораторія оптичних та обчислювальних інструментів). Ці ж інструменти були додатково оцінені за допомогою скануючої електронної мікроскопії (SEM) (Hitachi S-2400; Hitachi) для дослідження симетрії лез, наявності радіальних ділянок або плоских сторін (×20), а також дизайну та типу (активний або неактивний) наконечників (×40). Також була оцінена обробка поверхні (×150) щодо наявності мікродефектів, таких як металеві перекриття або спіральні перерви.
Металургія
Енергодисперсійна рентгенівська спектроскопія (EDS) була проведена на 3 приладах кожної тестованої системи на звичайному SEM-апараті (DSM-962 Carl Zeiss Microscopy GmbH), оснащеному детектором EDS Inca X-act (Oxford Instruments NanoAnalysis) і налаштованому на 20 кВ і 3,1 ампера. Початковий вакуум був створений протягом 10 хвилин, а збір даних був здійснений на площі 500 × 400 мкм протягом 1 хвилини на робочій відстані 25 мм. Аналізи використовували корекцію ZAF, а пропорції металевих елементів були отримані в спеціалізованому програмному забезпеченні (Microanalysis Suite v.4.14 software; Oxford Instruments NanoAnalysis). Також були проведені тести диференційної скануючої калориметрії (DSC) (DSC 204 F1 Phoenix; NETZSCH-Gerätebau GmbH) для визначення температур фазових перетворень (ASTM F2004-17, 2004) з використанням 2 приладів кожного розміру з усіх тестованих систем. Фрагмент довжиною 4–5 мм (вагою 5–10 мг) був отриманий з активного леза кожного приладу і поміщений в травильну ванну (45% нітратної кислоти, 25% фтороводневої кислоти та 30% дистильованої води) на 2 хвилини. Після цього кислотний розчин був нейтралізований дистильованою водою, і кожен зразок був змонтований на алюмінієвій чашці всередині пристрою DSC, маючи порожню чашку в якості контролю. Кожен окремий термічний цикл тривав 1 годину 40 хвилин і проходив під захистом газоподібного азоту (N2). Температури циклу коливалися від −150°C до 150°C зі швидкістю 10°C на хвилину. Результати та графіки DSC були отримані за допомогою програмного забезпечення NETZSCH Proteus Thermal Analysis (NETZSCH-Gerätebau GmbH). Другий тест був проведений для підтвердження результатів першого тесту.
Механічні випробування
Механічна поведінка інструментів оцінювалася шляхом тестування їхньої крутильної та вигинальної стійкості відповідно до міжнародних стандартів (ANSI/ADA Specification No. 28, 2002; ISO 3630-3631, 2008). Розрахунки розміру вибірки для механічних випробувань були визначені з урахуванням найбільших відмінностей у результатах, отриманих 2 з оцінених інструментів системи PT Ultimate після 6 початкових вимірювань. Враховуючи помилку типу альфа 0.05 та потужність 80%, визначені розміри вибірки для максимального крутного моменту (ефект розміру: 4.45 ± 2.38; Slider vs. FXL), кута обертання (ефект розміру: 279.88 ± 162.04; Shaper vs. FXL) та максимального вигинального навантаження (ефект розміру: 245.42 ± 129.27; Shaper vs. FX) становили 6, 7 та 6 інструментів відповідно. Остаточний розмір вибірки для кожного випробування був встановлений на рівні 10 інструментів для всіх груп.
У крутильному випробуванні інструменти були закріплені в прямому положенні на торсіометрі (TT100; Odeme Dental Research) і зафіксовані на їхньому апікальному 3 мм. Потім їх обертали з постійною швидкістю 2 об/хв за годинниковою стрілкою до руйнування. Максимальний крутний момент, що витримується перед руйнуванням (в Н см) та кут обертання (в градусах) оцінювалися за допомогою спеціалізованого програмного забезпечення (Odeme Analysis TT100, Odeme Dental Research). У вигинальному випробуванні інструменти були закріплені в тримачі для файлів і розташовані під кутом 45° відносно підлоги, в той час як їхній апікальний 3 мм були прикріплені до дроту, підключеного до універсальної випробувальної машини (DL-200 MF; EMIC). Випробування проводилося з використанням навантаження 20 Н, яке застосовувалося з постійною швидкістю 15 мм/хв до тих пір, поки інструмент не досягне зміщення на 45°. Максимальне навантаження, необхідне для викликання цього зміщення, було зафіксовано в грамах/силах (gf) за допомогою програмного забезпечення Tesc v3.04 (Mattest Automação e Informática).
Статистичний аналіз та звітність
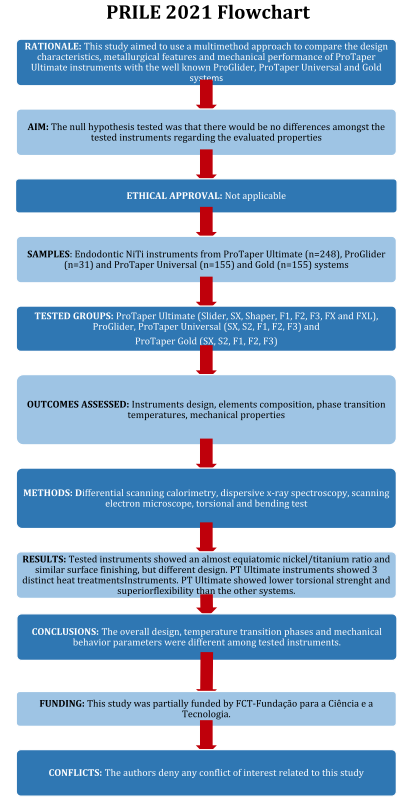
Нормальність даних оцінювалася за допомогою тесту Шапіро-Уілка і представлялася у вигляді середнього (стандартне відхилення) або медіани (інтерквартильний діапазон) залежно від їх розподілу. Для оцінки різниць у середніх спіральних кутах використовувалися односторонні ANOVA тести Тьюкі, тоді як непараметричний тест медіани Муда застосовувався для порівняння максимального моменту, кута обертання та максимального навантаження на вигин серед інструментів (SPSS v22.0 для Windows; SPSS Inc.). Рівень значущості був встановлений на 5%. Ця рукопис була написана відповідно до рекомендацій Preferred Reporting Items for Laboratory studies in Endodontology (PRILE) 2021 (Рисунок 1) (Nagendrababu et al., 2021).
Результати
Дизайн
У таблиці 1 підсумовано аналізи дизайну, тоді як на малюнку 2 показані зображення SEM оцінених інструментів. Усі протестовані файли мали симетричні леза без радіальних площин або плоских сторін.
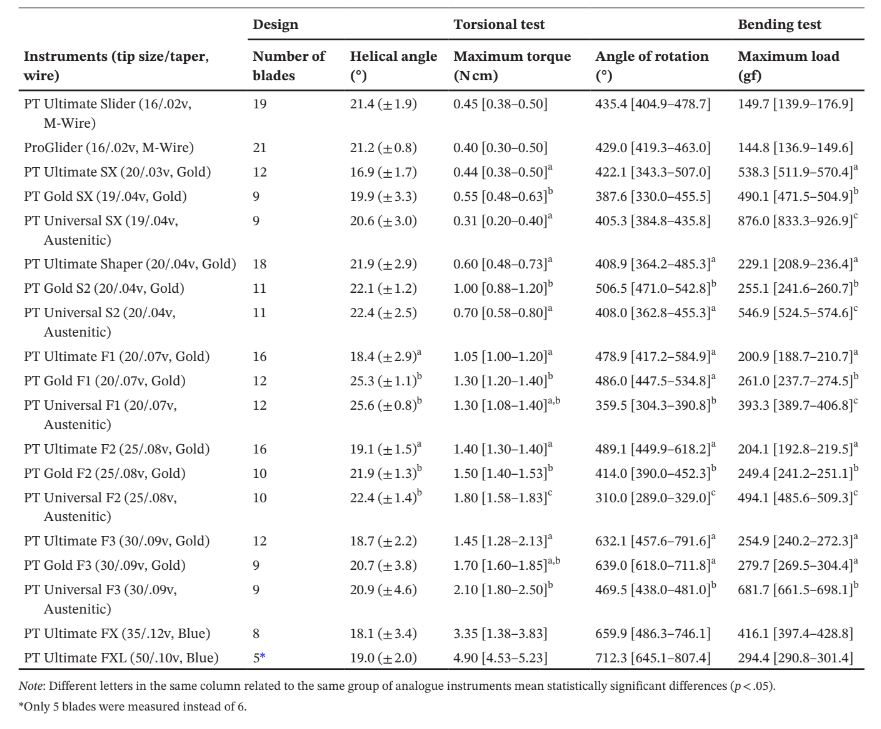
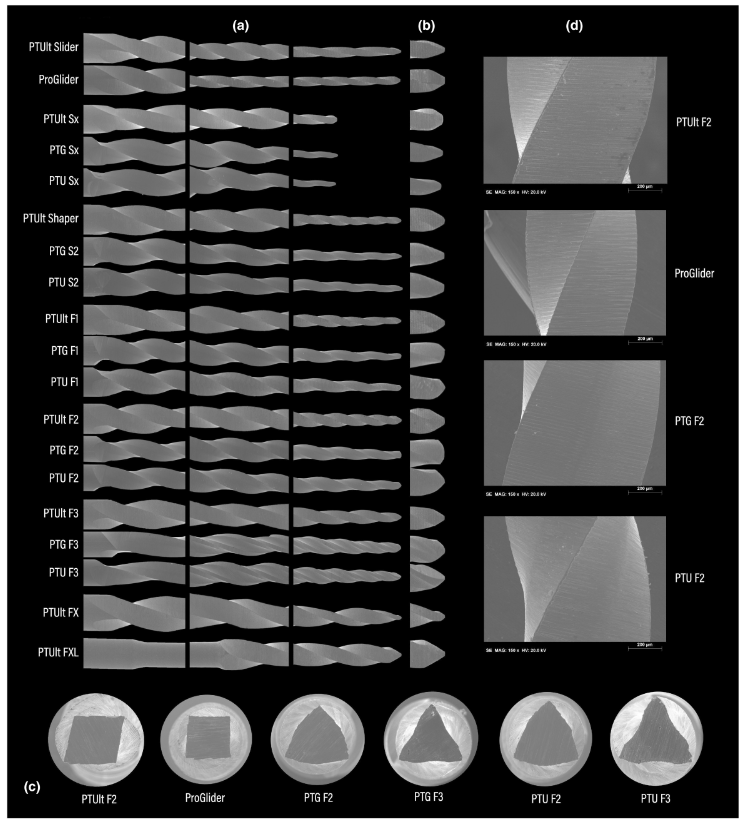
PT Ultimate Slider був подібний до ProGlider за розміром наконечника, обробкою поверхні та гелікальним кутом, але мав коротшу активну зону з меншою кількістю лопатей та паралелограмним перетином, тоді як ProGlider мав квадратний горизонтальний перетин. Кількість лопатей у PT Ultimate Shaper та Finishers (F1, F2 та F3) зменшилася (з 18 до 12) в міру збільшення діаметра і була вищою, ніж у їхніх аналогів, у яких спіралі також зменшилися з 11 (S2) до 9 (F3). Загалом, гелікальні кути були подібними серед інструментів, однак PT Ultimate F1 та F2 показали значно нижчі кути, ніж їхні еквіваленти PT Universal та PT Gold (Таблиця 1). PT Ultimate Shaper та Finishers мали зсунутий паралелограмний перетин, тоді як всі аналогічні інструменти мали опуклу трикутну форму перетину, за винятком інструментів F3, які мали увігнуту трикутну форму перетину. PT Ultimate FX та FXL мали найменшу кількість лопатей та гелікальних кутів серед протестованих систем, але подібні перетини до інших інструментів PT Ultimate. Наконечники PT Ultimate Shaper та Finishers були подібні, але відрізнялися від Slider, FX та FXL, тоді як в інших системах геометрія наконечників була відмінною один від одного. Жоден з наконечників не можна було чітко ідентифікувати як активний.
Візуальний та мікроскопічний аналіз усіх інструментів не виявив значних деформацій або дефектів. Загалом, обробка поверхні була схожою з виробничими паралельними рисками на всіх інструментах і лише дуже небагатьма мікродефектами.
Металургія
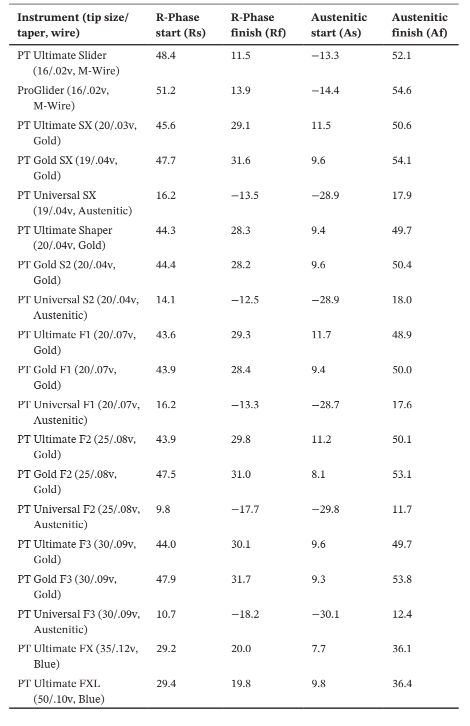
Тести енергодисперсійної рентгенівської спектроскопії показали майже еквівалентне співвідношення елементів нікелю/титану в усіх інструментах без інших металевих елементів. DSC-аналізи 8 інструментів системи PT Ultimate виявили 3 різні термічні обробки, які відповідали кольору їх металевого сплаву (Рисунок 3). Інструменти Slider та ProGlider мали схожі температури початку R-фази (Rs) та закінчення R-фази (Rf). Інструменти SX, F1, F2, F3 та Shaper показали еквівалентні термічні обробки (Rs ~45.6°C та Rf ~28.3°C), які були схожі на їх PT Gold аналоги (Rs ~47.9°C та Rf ~28.2°C), але повністю відрізнялися від PT Universal (Rs ~16.2°C та Rf ~−18.2°C). Інструменти PT Ultimate FX та FXL показали схожі DSC-криві з температурами фазових перетворень, що коливалися від 29.4°C (Rs) та 19.8°C (Rf) при охолодженні, і 7.7°C (аустенітний початок [As]) та 36.4°C (аустенітне закінчення [Af]) при нагріванні (Таблиця 2, Рисунок 3).
Механічні випробування
Серед інструментів PT Ultimate найнижчі максимальні моменти були зафіксовані у SX (0.44 N см), Slider (0.45 N см) та Shaper (0.60 N см), тоді як найвищий був зафіксований у FXL (4.90 N см) (Таблиця 1). Найнижчі та найвищі кути обертання були зафіксовані у Shaper (418°) та FXL (712°) відповідно. Хоча випробування на згинання виявило загальну тенденцію інструментів ставати менш гнучкими з збільшенням розміру, найбільший інструмент цієї системи (FXL) показав максимальне навантаження, яке було значно нижчим (294.4 gf), ніж у інструмента FX (410.9 gf), який був найменш гнучким серед інструментів довжиною 25 мм (Таблиця 1, Рисунок 4). PT Ultimate Slider та ProGlider мали подібні результати за крутним моментом (p = 1.000) та навантаженням на згинання (p = 1.000), тоді як, в цілому, інші інструменти PT Ultimate показали статистично значно нижчий максимальний момент, вищий кут обертання та нижче навантаження на згинання (вища гнучкість) порівняно з їх аналогами систем PT Universal та PT Gold (Таблиця 1, Рисунок 4).
Обговорення
Це дослідження представляє оригінальні дані щодо нещодавно запущеної системи ротаційних файлів PT Ultimate, специфічної для термічної обробки, використовуючи концепцію багатостороннього дослідження, підхід, який надає більше інформації, краще розуміння та вищу внутрішню і зовнішню валідацію, ніж оцінка за допомогою одного або двох методів (Martins et al., 2021c). Загалом, концепція системи PT Ultimate, здається, поєднує кілька характеристик з попередніх інструментів, розроблених тією ж компанією, включаючи змінний конус (ProTaper), так звану концепцію «Глибока форма» або збільшений апікальний конус (ProTaper), зсунутий паралелограмний перетин (PT Next, TruNatomy), великий конусний допоміжний інструмент FXL (ProFile GT) та використання металевих сплавів, оброблених термічно, таких як M-Wire (ProGlider, PT Next), золота дріт (PT Gold, WaveOne Gold) та синя дріт (Vortex Blue, Reciproc Blue). Серед інструментів PT Ultimate було відзначено, що максимальний крутний момент, який можна витримати перед руйнуванням, та максимальні навантаження на вигин зростали з розміром інструментів (Таблиця 1, Рисунок 4), що є очікуваним результатом, враховуючи попередні дослідження багатофайлових систем, які повідомляли про вищі крутні моменти та меншу гнучкість у більших інструментах (Kramkowski & Bahcall, 2009; Ninan & Berzins, 2013; Pedulla et al., 2018; Viana et al., 2010; Wycoff & Berzins, 2012). На відміну від цього, не вдалося продемонструвати жодної закономірності в куті обертання відповідно до розміру інструментів, але змішані результати в цьому механічному параметрі також були повідомлені кількома авторами (Kramkowski & Bahcall, 2009; Ninan & Berzins, 2013; Pedulla et al., 2018; Wycoff & Berzins, 2012). Однак різні кристалографічні структури інструментів PT Ultimate, здається, не впливали на їх механічну поведінку, оскільки ці результати можна в основному пояснити різницями в розмірах інструментів. Виняток було зафіксовано в найбільшому інструменті системи PT Ultimate, FXL (50/.10v), який був більш гнучким, ніж FX (35/.12v), інструмент, виготовлений з того ж сплаву термічної обробки, але з меншими розмірами (Таблиця 1, Рисунок 3). Цей очевидно суперечливий результат можна пояснити, враховуючи, що активна частина FXL має лише 7 мм в довжину, і, отже, результат випробування на вигин відображав діаметр перетину його неактивної частини, який менший (1 мм), ніж у інструмента FX (1.2 мм на D16).
Механічні характеристики протестованих інструментів частково можна пояснити відмінностями, які спостерігаються в їх геометрії, в основному тому, що зміни в дизайні нової системи PT Ultimate не дозволяють порівнювати їх один до одного зі старими версіями інструментів ProTaper, підкреслюючи важливість багатостороннього аналізу для правильного розуміння їх механічної поведінки. Поточні результати продемонстрували, що PT Ultimate Shaper та Finishers (F1, F2 та F3) мали нижчу крутильну міцність і вищу гнучкість (вищий кут обертання та нижнє навантаження на вигин) у порівнянні з їх аналогами (Таблиця 1, Рисунок 4), і нульова гіпотеза була відхилена. Враховуючи схожість протестованих інструментів з точки зору співвідношення нікель/титан та обробки поверхні, результати цих інструментів PT Ultimate можуть бути в основному пояснені не лише їх різними дизайнами, такими як велика кількість спіралей (McSpadden, 2007) (Таблиця 1) та офсетним паралелограмним перетином (Martins et al., 2020) (Рисунок 2), але й їх кристалографічною структурою в порівнянні з повністю аустенітним PT Universal, оскільки сплав системи PT Gold має подібну термічну обробку (Рисунок 3, Таблиця 2). У порівнянні з іншими протестованими інструментами, знижена гнучкість інструментів SX (Таблиця 1, Рисунок 4) може бути пов'язана з їх коротшою довжиною (19 мм), що призвело до експоненційного збільшення напруги, необхідної для застосування сили під час стандартизованого тесту на вигин.
Сплави NiTi можуть мати три різні мікроструктурні фази, які називаються аустеніт, R-фаза та мартенсит, що можуть безпосередньо впливати на механічну поведінку ендодонтичних інструментів (Elnaghy & Elsaka, 2016; Plotino et al., 2017; Zupanc et al., 2018). Аустенітна фаза сплаву NiTi є відносно жорсткою, твердою та має обмежену гнучкість. Коли на цей тип інструмента діє напруга, може відбутися перетворення з аустенітної на мартенситну кристалографічну структуру в процесі, що називається стрес-індукованим мартенситним перетворенням. Ця атомна реорганізація призводить до явища, відомого як супереластичність, яке характеризується зміною форми, що може повернути інструмент до його початкової форми без будь-якої остаточної деформації, коли індукована напруга зупиняється або зменшується (Shen et al., 2011), що означає, що його нижчий модуль пружності, в порівнянні з інструментами з нержавіючої сталі, забезпечує вищу гнучкість (Zupanc et al., 2018). Аустенітна форма та її характеристики супереластичності характеризують звичайний сплав NiTi, який використовувався в системах, таких як ProTaper Universal, протестованих у цьому дослідженні.
Кристалографічне розташування сплаву NiTi, спостережуване в більш високому температурному діапазоні, визначається як аустенітна фаза і характеризується решіткою типу B2 (кубічна симетрія). Коли температура сплаву знижується нижче діапазону температури перетворення, відбувається мартенситне перетворення з аустенітної фази в мартенситну. Ця мартенситна фаза демонструє моноклінну решітку (тип B19'), яка може бути повернена до решітки типу B2 шляхом нагрівання сплаву вище діапазону температури перетворення (Thompson, 2000). Це явище зміни фізичних властивостей, яке дозволяє деформованому сплаву NiTi відновлювати свою первісну форму при нагріванні, відоме як пам'ять форми (Zupanc et al., 2018). Компанії використовують цю властивість для виробництва мартенситних інструментів, які піддаються термічній обробці під час їх виготовлення, щоб підвищити їх температури фазового перетворення. В результаті ці інструменти є м'якшими, більш пластичними і мають вищу гнучкість, стійкість до циклічної втоми та нижчу міцність на крутний момент, ніж інструменти з аустенітними кристалографічними розташуваннями. Кілька позначень було дано цим термічно обробленим сплавам NiTi, такими як M-wire, CM wire, Gold wire, Blue wire або MaxWire (Zupanc et al., 2018). Незважаючи на те, що всі вони мають подібні мартенситні характеристики, вони мають різні кристалографічні розташування при робочій температурі і, відповідно, різну механічну поведінку (Zupanc et al., 2018), як показано в даних результатах (Таблиця 1, Фігури 3 і 4). Інший тип мартенситного перетворення, яке відбувається між повністю аустенітними і повністю мартенситними формами, - це перетворення R-фази, яке також може вважатися мартенситною формою (Kuhn & Jordan, 2002). Воно складається з ромбоедричної атомної диспозиції з термоеластичними мартенситними характеристиками і, подібно до мартенситної фази, може бути викликане напругою або температурою. Багато виробників використовували це перетворення R-фази для виробництва інструментів з певною пластичністю, але з підвищеною гнучкістю та міцністю на циклічну втому в порівнянні з традиційними інструментами NiTi (Zhou et al., 2013; Zupanc et al., 2018).
Однією з інновацій системи PT Ultimate було термічне оброблення інструментів, специфічне для файлів, на основі розмірів інструментів з використанням M-дроту (Slider), Gold (SX, Shaper та Finishers F1, F2 та F3) та Blue (Auxiliary Finishers FX та FXL), тобто інструменти, що представляють 3 різні кристалографічні структури своїх металевих сплавів (змішані аустенітні, R-фаза та мартенситні форми в залежності від температури інструмента) в одній системі, що підтверджено в цьому дослідженні (Рисунок 3). Ідея цього підходу полягає в тому, щоб скористатися різними кристалографічними фазами сплаву NiTi для створення інструментів з покращеними властивостями відповідно до вимог їх використання. Інструменти Slider та ProGlider показали еквівалентні DSC-криві, які були узгоджені з інструментами M-дроту (Martins et al., 2021a; Martins et al., 2021b), але відрізнялися від інших інструментів системи PT Ultimate (Таблиця 2, Рисунок 3). Slider має аустенітну плюс R-фазову кристалографічну структуру при кімнатній та температурі тіла, і тому можна очікувати незначних змін у його механічній поведінці в цьому діапазоні робочих температур. Shaper та Finishers (F1, F2 та F3) системи PT Ultimate, здається, мають мартенситну кристалографічну структуру при кімнатній температурі після виготовлення і мають тенденцію набувати змішані аустенітні плюс R-фазові характеристики при досягненні температури тіла, що означає, що при вищих температурах інструменти можуть розвивати деякі характеристики аустенітного сплаву. Ці інструменти демонструють перетворення R-фази при охолодженні (між 44.3°C [Rs] та 28.3°C [Rf]) з переходом до B19' при дуже низькій температурі (нижче −50°C), але з подвійною DSC-кривою від B19' до R-фази до B2 при нагріванні в більш проксимальному температурному діапазоні (між 9.4°C та 50.1°C) (Рисунок 3). Ці температури перетворення були подібні до їх аналогів інструментів PT Gold, але відрізнялися від інструментів PT Universal (Таблиця 2, Рисунок 3) і відповідали попереднім звітам, що тестували інструменти з золотого дроту (Martins et al., 2021b).
Допоміжні інструменти FX та FXL системи PT Ultimate показали криві DSC та температури фазових перетворень між 29.4°C (Rs) та 19.8°C (Rf) при охолодженні та 7.7°C (As) та 36.4°C (Af) при нагріванні (Таблиця 2), що підтверджує попередні дослідження, які тестували інструменти з дроту, обробленого синім теплом (Martins et al., 2021b). Ці 2 інструменти мають мартенситну кристалографічну структуру при кімнатній температурі, яка має тенденцію змінюватися на аустенітну форму при температурі тіла. Тому очікується, що при підвищенні температури під час процедур підготовки кореневих каналів в цих інструментах буде більше аустенітних характеристик, що зменшить їхню гнучкість (Oh et al., 2020) та їх здатність витримувати високий максимальний крутний момент (Silva et al., 2018). Однак ці результати викликають сумніви щодо рішення виробника використовувати дріт, оброблений синім теплом, в допоміжних інструментах FX та FXL. Одним з можливих аргументів може бути намір збільшити їхню аустенітну фазу, внаслідок чого покращується їхня стійкість до крутного навантаження. Але це не має сенсу, оскільки обидва інструменти рекомендується використовувати лише в анатомічно прямих та великих каналах, які були попередньо розширені іншими інструментами (Ruddle, 2022), в умовах, коли вони піддаються лише низькому крутному навантаженню. Тому від виробника все ще бракує належного пояснення щодо переваги використання дроту, обробленого синім теплом, в цих допоміжних інструментах. Враховуючи, що системи PT Gold та PT Universal не мають інструментів з подібними розмірами до FX та FXL, порівняння з іншими інструментами не могли бути проведені.
Основними обмеженнями цього дослідження є те, що не були оцінені параметри, такі як циклічна втома, ефективність різання та здатність до формування, які слід включити в майбутні дослідження. Крім того, також не вдалося визначити реальний вплив різних перетинів на механічні властивості протестованих інструментів. З іншого боку, основними перевагами були надання важливої інформації про дизайн, металургію та механічну поведінку нещодавно запущеного PT Ultimate, системи, що складається з інструментів зі специфічними термічними обробками та різними кристалографічними структурами їх металевих сплавів, через багатопрофільне дослідження з використанням добре встановлених міжнародних стандартів (ANSI/ADA Specification No. 28, 2002; ASTM F2004-17, 2004; ISO 3630-3631, 2008). Цей методологічний підхід дозволяє більш всебічно зрозуміти результати, оскільки він долає вроджені обмеження кожного тесту. Враховуючи, що нова система PT Ultimate продемонструвала нижчу крутильну міцність і вищу гнучкість, ніж їх аналоги, клініцисти можуть отримати вигоду від цієї системи в клінічних випадках, які вимагають цих характеристик, таких як вигнуті та неконстріковані кореневі канали, замість PT Universal або PT Gold; однак, враховуючи брак інформації про цю нещодавно запущену систему, подальші дослідження все ще необхідні для формування клінічних рекомендацій.
Висновки
Новітня система PT Ultimate складається з інструментів з трьома різними термічними обробками, які мають різний дизайн, але подібну обробку поверхні, співвідношення нікелю/титану та температури фазових перетворень до їх термічно оброблених аналогів. Хоча Slider і ProGlider мали подібну механічну поведінку, інші інструменти PT Ultimate показали нижчу крутильну міцність і вищу гнучкість, ніж їх аналоги, в той час як максимальний крутний момент, кут обертання та навантаження на вигин поступово зростали з їх розмірами.
Автори: Хорхе Н. Р. Мартінс, Еммануель Жоао Ногейра Леал Сілва, Дуарте Маркес, Наташа Аджуз, Маріо Ріто Перейра, Руй Перейра да Коста, Франсіско Мануель Браз Фернандес, Марко Ауреліо Версіяні
Посилання:
- ANSI/ADA Специфікація № 28-2002. (2002) Інструменти для кореневих каналів та реамери, тип K для ручного використання.
- ASTM F2004-17. (2004) ASTM International. Стандартний метод випробування для температури перетворення сплавів нікель-титан за допомогою термічного аналізу: 1–5.
- De-Deus, G., Silva, E.J., Vieira, V.T., Belladonna, F.G., Elias, C.N., Plotino, G. та ін. (2017) Синя термомеханічна обробка оптимізує стійкість до втоми та гнучкість файлів Reciproc. Журнал ендодонтії, 43, 462–466.
- Dentsply Sirona. ProTaper Ultimate ендодонтичні файли [WWW документ]. Доступно за адресою: https://www.dentsplysirona.com/en-gb/categories/endodontics/protaper-ultimate-files.html [Останній доступ 13 липня 2022].
- Duke, F., Shen, Y., Zhou, H., Ruse, N.D., Wang, Z.J., Hieawy, A. та ін. (2015) Циклічна втома файлів ProFile Vortex та Vortex Blue з нікель-титану в одиничних та подвійних вигинах. Журнал ендодонтії, 41, 1686–1690.
- Elnaghy, A.M. & Elsaka, S.E. (2016) Механічні властивості ротаційних інструментів ProTaper Gold з нікель-титану. Міжнародний ендодонтичний журнал, 49, 1073–1078.
- Gao, Y., Gutmann, J.L., Wilkinson, K., Maxwell, R. & Ammon, D. (2012) Оцінка впливу сировини на втомленість та механічні властивості ротаційних інструментів ProFile Vortex. Журнал ендодонтії, 38, 398–401.
- ISO 3630-3631. (2008) Стоматологія – Інструменти для кореневих каналів – Частина 1: Загальні вимоги та методи випробувань.
- Kramkowski, T.R. & Bahcall, J. (2009) Порівняння крутильного навантаження та стійкості до циклічної втоми ротаційних файлів ProFile GT та ProFile GT Series X in vitro. Журнал ендодонтії, 35, 404–407.
- Kuhn, G. & Jordan, L. (2002) Втома та механічні властивості ендодонтичних інструментів з нікель-титану. Журнал ендодонтії, 28, 716–720.
- Martins, J.N.R., Silva, E., Marques, D., Belladonna, F., Simoes-Carvalho, M., Camacho, E. та ін. (2021a) Порівняння дизайну, металургії, механічних характеристик та формуючої здатності реплікатів та підробок інструментів системи ProTaper Next. Міжнародний ендодонтичний журнал, 54, 780–792.
- Martins, J.N.R., Silva, E., Marques, D., Belladonna, F., Simoes-Carvalho, M., Vieira, V.T.L. та ін. (2021b) Дизайн, металургійні характеристики, механічні властивості та підготовка каналів шести ротаційних інструментів. Міжнародний ендодонтичний журнал, 54, 1623–1637.
- Martins, J.N.R., Silva, E., Marques, D., Pereira, M.R., Arantes-Oliveira, S., Martins, R.F. та ін. (2021c) Оцінка дизайну, металургії, мікротвердості та механічних властивостей інструментів для глід-патів: багатошаровий підхід. Журнал ендодонтії, 47, 1917–1923.
- Martins, J.N.R., Silva, E., Marques, D., Pereira, M.R., Vieira, V.T.L., Arantes-Oliveira, S. та ін. (2022) Дизайн, металургійні характеристики та механічна поведінка інструментів з нікель-титану з п'яти різних термічно оброблених ротаційних систем. Матеріали, 15, 1009.
- Oh, S., Kum, K.Y., Kim, H.J., Moon, S.Y., Kim, H.C., Chaniotis, A. та ін. (2020) Стійкість до вигину та циклічна втома інструментів WaveOne Gold, Reciproc Blue та HyFlex EDM. Журнал стоматологічних наук, 15, 472–478.
- Pedulla, E., Lo Savio, F., La Rosa, G.R.M., Miccoli, G., Bruno, E., Rapisarda, S. та ін. (2018) Стійкість до циклічної втоми, крутильна стійкість та металургійні характеристики файлів M3 Rotary та M3 Pro Gold NiTi. Відновна стоматологія та ендодонтія, 43, e25.
- Plotino, G., Grande, N.M., Mercade Bellido, M., Testarelli, L. & Gambarini, G. (2017) Вплив температури на циклічну втомленість ротаційних файлів ProTaper Gold та ProTaper Universal. Журнал ендодонтії, 43, 200–202.
- Rubio, J., Zarzosa, J., Aranda, S., Casino, A. & Pallarés, A. (2022) Порівняльне дослідження циклічної втоми 6 ендодонтичних систем. Дослідження in vitro. Журнал клінічної та експериментальної стоматології, 14, e560–e565.
- Ruddle, C.J. (2005) Техніка ProTaper. Теми ендодонтії, 10, 187–190.
- Ruddle, C.J. (2022) Система Ultimate shaping: відкриття для 3D очищення та заповнення кореневих каналів [WWW документ]. Доступно за адресою: https://www.oralhealthgroup.com/features/the-ultimate-shaping-system-an-opening-for-3d-cleaning-and-filling-root-canals/ [Останній доступ 7 вересня 2022]
- Ruddle, C.J., Machtou, P. & West, J.D. (2013) Рух формування: технологія п'ятого покоління. Стоматологія сьогодні, 32, 94–99.
- Ruddle, C.J., Machtou, P. & West, J.D. (2014) Підготовка ендодонтичних каналів: інновації в управлінні глід-патами та формуванні каналів. Стоматологія сьогодні, 33, 118–123.
- Shen, Y., Zhou, H.M., Zheng, Y.F., Campbell, L., Peng, B. & Haapasalo, M. (2011) Металургійна характеристика контролюваних пам'ятних дротяних ротаційних інструментів з нікель-титану. Журнал ендодонтії, 37, 1566–1571.
- Martins, S., Garcia, P., Viana, A., Buone, V. & Santos, L. (2020) Офсетна геометрія та вплив на продуктивність файлів з нікель-титану, оцінена за допомогою методу скінченних елементів. Журнал інженерії та продуктивності матеріалів, 29, 2095–2102.
- McSpadden, J.T. (2007) Оволодіння дизайном інструментів. У: McSpadden, J.T. (Ред.) Оволодіння інструментами ендодонтії. Чаттануга, США: Інститут Клаудленд, с. 37–97.
- Nagendrababu, V., Murray, P.E., Ordinola-Zapata, R., Peters, O.A., Rôças, I.N., Siqueira, J.F., Jr. та ін. (2021) Рекомендації PRILE 2021 для звітування про лабораторні дослідження в ендодонтії: пояснення та роз'яснення. Міжнародний ендодонтичний журнал, 54, 1491–1515.
- Ninan, E. & Berzins, D.W. (2013) Крутильні та вигинальні властивості інструментів з пам'яттю форми та супереластичних ротаційних інструментів з нікель-титану. Журнал ендодонтії, 39, 101–104.
- Silva, E., Hecksher, F., Antunes, H.D.S., De-Deus, G., Elias, C.N. & Vieira, V.T.L. (2018) Стійкість до крутильних втом та циклічних втом ротаційних інструментів з синьою обробкою. Журнал ендодонтії, 44, 1038–1041.
- Thompson, S.A. (2000) Огляд сплавів нікель-титану, що використовуються в стоматології. Міжнародний ендодонтичний журнал, 33, 297–310.
- Viana, A.C., Craveiro, C., de Melo, M., de Azevedo, G., Bahia, M. & Lopes Buono, V.T. (2010) Взаємозв'язок між гнучкістю та фізичними, хімічними та геометричними характеристиками ротаційних інструментів з нікель-титану. Оральна хірургія, оральна медицина, оральна патологія, оральна радіологія та ендодонтія, 110, 527–533.
- Wycoff, R.C. & Berzins, D.W. (2012) Порівняння властивостей крутильного навантаження трьох різних ротаційних файлів з нікель-титану з подібним перетином. Журнал ендодонтії, 38, 1118–1120.
- Zhou, H., Peng, B. & Zheng, Y. (2013) Огляд механічних властивостей ендодонтичних інструментів з нікель-титану. Теми ендодонтії, 29, 42–54.
- Zupanc, J., Vahdat-Pajouh, N. & Schafer, E. (2018) Нові термомеханічно оброблені сплави NiTi – огляд. Міжнародний ендодонтичний журнал, 51, 1088–1103.